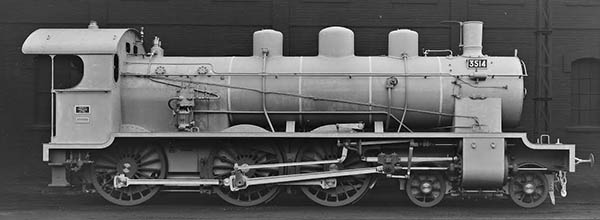
« La 3515 à Pau, au temps du Midi » (Collection Luc Fournier)
Les locomotives série 3501 à 3526 de la compagnie du Midi :
Albert Herdner, ingénieur d’origine alsacienne devenu en 1907 directeur du Matériel et Traction du Midi, souhaitait une machine simple, robuste et d’un entretien peu coûteux pour le service mixte.
Il fit étudier cette 230 largement inspirée de la P8 prussienne, et les 6 premières unités furent commandées en Allemagne à Schwartzkopff, qui les livra en 1910.
Les longerons du châssis avaient une épaisseur de 35 mm : indéformables !
Les roues accouplées d’un diamètre de 1.71 m leur permettaient des démarrages fulgurants, appréciables pour les express aux nombreux arrêts sur leurs parcours.
20 autres machines furent commandées et construites par Fives-Lille, 10 en 1912 et les 10 autres en 1914.
Les dépôts titulaires de ces « 3500 » étaient Bordeaux, Toulouse et Béziers.
Bordeaux les utilisait sur Hendaye et Agen,
Toulouse sur Narbonne et de là en direction de Perpignan et Sète,
Béziers sur la ligne des Causses jusqu’à Neussargues.
Ces machines furent très appréciées, hormis le fait qu’elles étaient voraces, comme c’était souvent le cas avec les loc’s à simple expansion par rapport aux compound.
A partir de 1927, les électrifications les firent disparaître des parcours entre Bordeaux et Hendaye, puis Toulouse-Foix. Re-numérotées 230-501 à 526 à la fusion P.O.-MIDI, elles devinrent à la SNCF 230 E 501 à 526.
Les toulousaines furent mutées à Agen, d’où elles étaient surtout utilisées sur Auch, Tarbes et Toulouse.
Enfin les premières réformes commencèrent à la fin des années 40, et toutes les unités furent regroupées à Bordeaux, d’où elles furent envoyées au garage à Coutras. La 230 E 507 semble avoir été la dernière en service en 1950 d’après le livre « Les dépôts vapeur du Sud-Ouest ».
J’aime les machines construites à cette époque, et parmi celles du Midi j’ai choisi de m’attaquer à celle-ci. Elle a une allure « costaude », mais son esthétique est déséquilibrée par son abri d’une forme inhabituelle. Il semble que ses concepteurs aient voulu la doter d’un abri plus spacieux, comme sa cousine P8 mais d’un aspect différent. Hélas (encore une fois pour les équipes de conduite françaises), la longueur ridiculement raccourcie de cet abri gâche un peu les choses …
Des roues Tenshodo
Un ami m’avait fait cadeau depuis longtemps d’un train de roues accouplées de cette marque, d’un diamètre de 20 mm. Je n’avais pas encore trouvé pour quel modèle je pourrais les utiliser, jusqu’à ce projet. Si j’ai dû renoncer à me servir du réducteur qui accompagnait l’essieu moteur (impossible à loger discrètement), c’était pour moi l’occasion d’une expérience : bénéficier de boîtes d’essieux coulissantes, existantes sur ces essieux, donc 6 roues sur suspension. Une vraie Rolls, ma «ten weels » !
Elle sera poussée par son tender moteur, qui sera construit dans un deuxième temps.
A présent place aux opérations sur la loco. A vous les ateliers !
Eric Seibel – janvier 2022
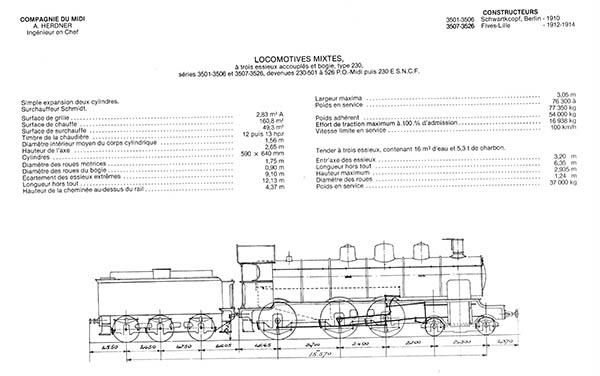
Extrait du livre «Chemins de fer d’Orléans et du Midi » de Lucien-Maurice Vilain, éd. Dominique Vincent et Cie.
Lectures intéressantes :
- Livre "Chemins de fer d’Orléans et du Midi "
(Lucien-Maurice Vilain, éd. Dominique Vincent et Cie).
- "Le Train" N° 174 pages 12 à 18.
- Livre "60 ans de matériel de traction à vapeur sur les réseaux français (1907-1967)"
(Lucien-Maurice Vilain, éd. Dominique Vincent et Cie) pages 153 -154.
Merci pour leur aide à Christophe Dufrenoy, Luc Fournier, Jérémy Hébras, Laurent Quelet, Olivier Serreau, Hervé Valois.
LES ÉTAPES DE LA CONSTRUCTION

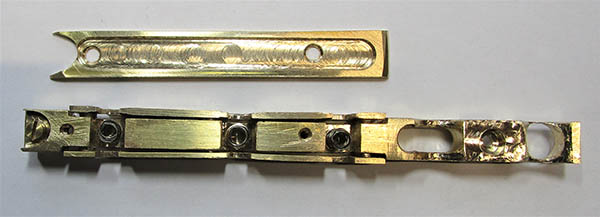

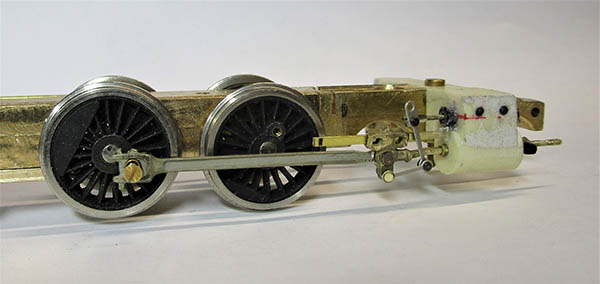
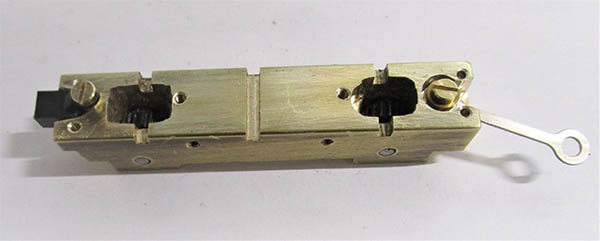
1 à 3 - Usinage du châssis dans un barreau de laiton massif.
Deux longerons sont rapportés de par et d’autre dans la zone des essieux accouplés ; les passages fraisés dans ces longerons reçoivent les boîtes d’essieux coulissantes. Des ressorts de force mesurée, ajustée en fonction du poids total, repoussent les essieux vers le bas.

4 et 5 - Préparation des bielles d’accouplement, du bloc-cylindres et du bogie.

6 - Ensembles bielle motrice/crosse de piston.
7 - Manchonnage des cylindres, réglage des tiges de piston.
8 - Pose des détails sur le bloc-cylindres.
9 - Ajustement du coulissement des crosses sur leur glissière.
10 - Préparation des ensembles tige de tiroir/pendule/bielle de commande de pendule, pose du rivet d’articulation de la bielle sur la crosse, vérification du mouvement des ensembles.



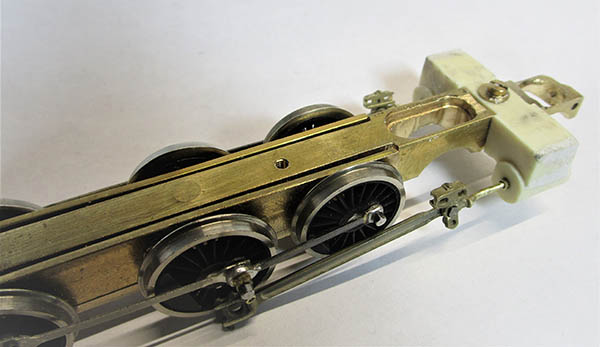
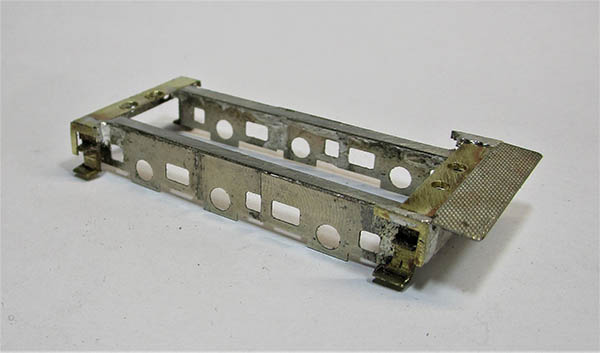
11 à 13 - Fabrication du support d’embiellages (avec des chutes de photodéc’), emboîtement sur le châssis (un coup de scie à métaux pour l’encastrer). Les deux trous (diam. 1 mm) serviront à passer les palpeurs de courant.
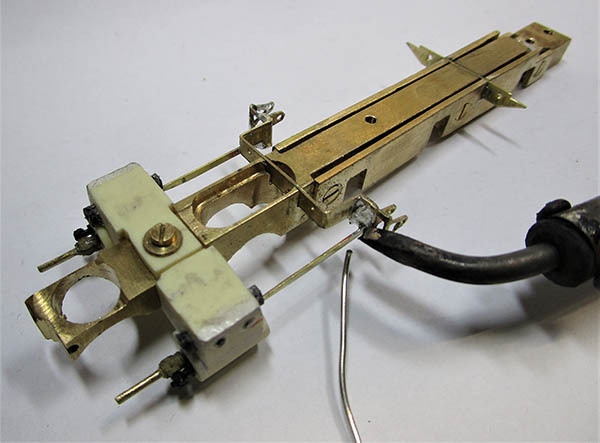
14 - Soudure de l’extrémité arrière des glissières sur le support.
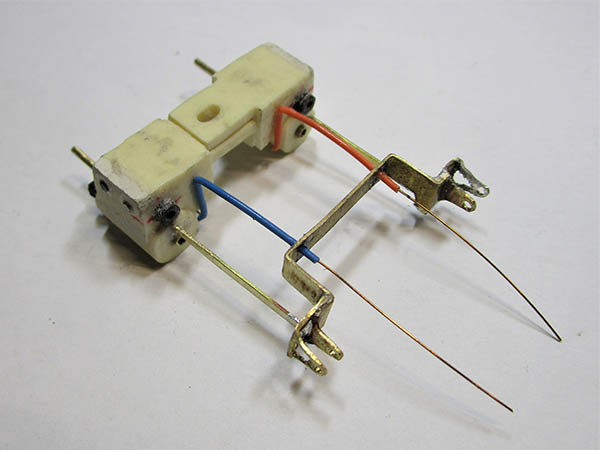
15 - Le bloc-cylindres et le support, étant reliés par les soudures, constituent à présent un ensemble amovible. Les palpeurs de courant (fil de bronze phosphoreux avec isolant de fil téléphone) sont passés et collés (cyano) dans les trous du support.
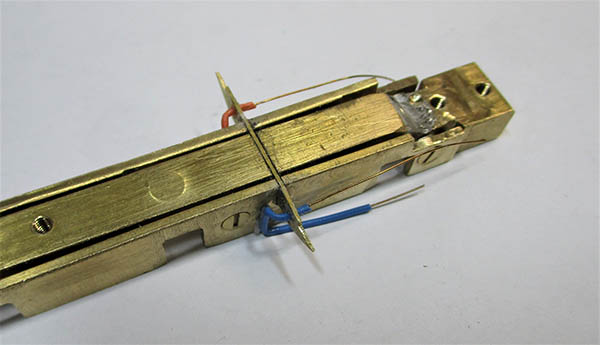
16 -Confection et pose d’un support et de fils palpeurs entre les 2 derniers essieux accouplés pour une prise de courant sur les roues du dernier.
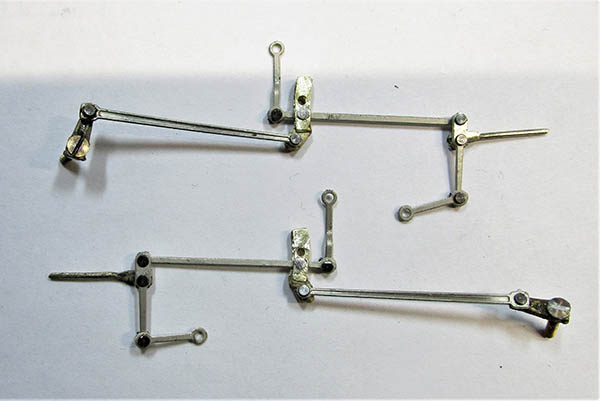
17 - Préparation des embiellages de distribution au complet.

18 - Peinture noir mat des embiellages de distribution et des bielles d’accouplement.

19 - Peinture du châssis noir mat.

20 - Préparation des leviers de marche. Ils seront fixés au moyen de leur section de fil maillechort, collés dans des trous qui seront percés aux bons endroits sur le tablier.
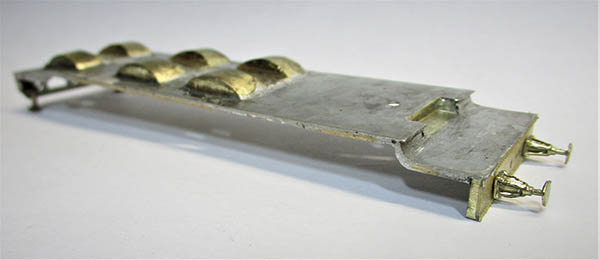
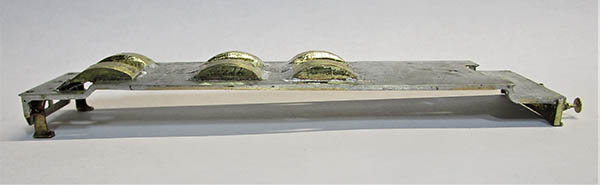

21 à 23 - Confection du tablier. Utilisation d’une plaque en maillechort (de tablier de 140 B, ancien projet de kit M.T. jamais sorti), et de couvre-roues M.T. Réf. po 14
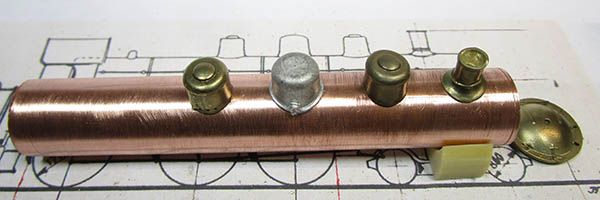
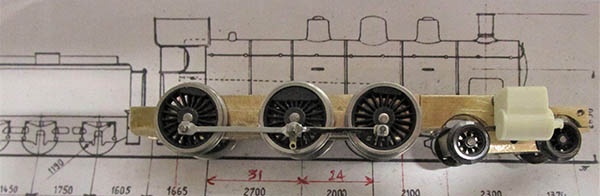
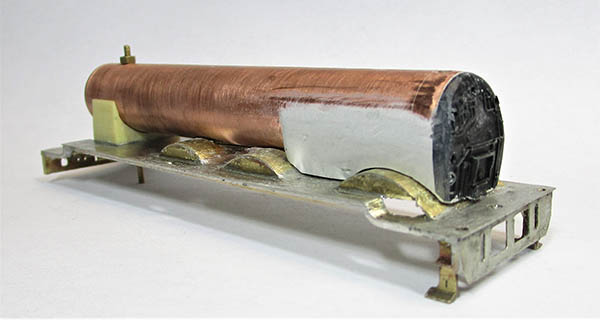
24 - Le corps cylindrique sera fait d’un tube de cuivre de plomberie diamètre 18 mm. Présentation sur le diagramme à l’échelle, pour repérer les emplacements des éléments et les tracer.

25 - Première opération à faire : à la perceuse à colonne, les trous pour les tiges filetées Diam. 2 mm pour le futur assemblage corps cylindrique/tablier/châssis.

26 - Dans l’alignement de ces tiges verticales, réalisation du volume de la boîte à feu au « Saint-Tofaire ».

27 - Après durcissement, mise en forme à l’aide de limes, fraises à main levée, bloc-ponceur…
28 - Une « devanture » (récup’ sur un modèle au tas) est inclue à l’arrière. Ajustement de la forme et de la hauteur sur le couvre-roues

29 - Traçage, découpe et soudure de la toiture avec la face avant de l’abri.

30 - A présent au tour des deux côtés.


31 et 32 - Traçage et découpe des fenêtres frontales et autres formes, perçages pour les mains courantes et montoirs.

33 et 34 - Ajustement de la découpe de la face avant sur la boîte à feu, puis collage sur le corps cylindrique à la résine époxy.

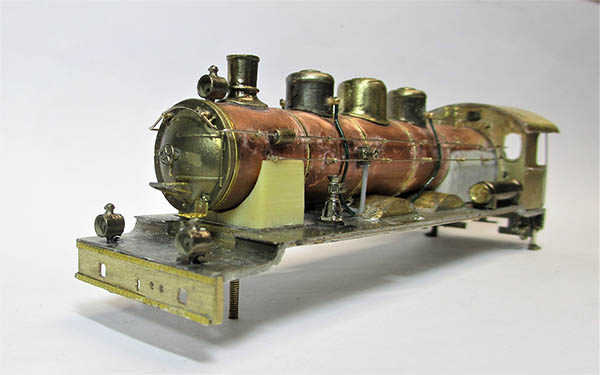
35 et 36 - Eléments M.T. mis en place sur le tablier et le corps cylindrique, côté gauche, de l’avant vers l’arrière : bandes rivetées Réf. div 92r, fanaux Réf. fan 07, porte de boîte à fumée Réf. pbf 17 (+ volant de fermeture Réf. vol 05), cercles de chaudière Réf div 92c, cheminée Réf. chem 08, cric Réf. div 27, chapelles Réf. div 77, supports de mains courantes Réf. div 96, bouchons autoclaves faits avec des éléments de la Réf. div 70, réservoir d’air Réf. C 08, injecteur Réf. inj 04, marchepied Réf. march 07.


37 et 38 - Eléments M.T. particuliers au côté droit, de l’avant vers l’arrière : marches d’accès aux sablières prises sur des Réf. jeep 20, pompe à air Réf. pomp 07 (attention, je l’ai par la suite remplacée par la Réf. pomp 15, le constructeur Fives-Lille installait logiquement des pompes Fives-Lille !)
39 - Sous l’abri, levier de régulateur Réf. C 19, et à gauche robinet de frein Réf. C 07.

40 - Le corps cylindrique est peint puis les cercle de laiton grattés.
« Noir et or » Livrée des locomotives de la compagnie du Midi !
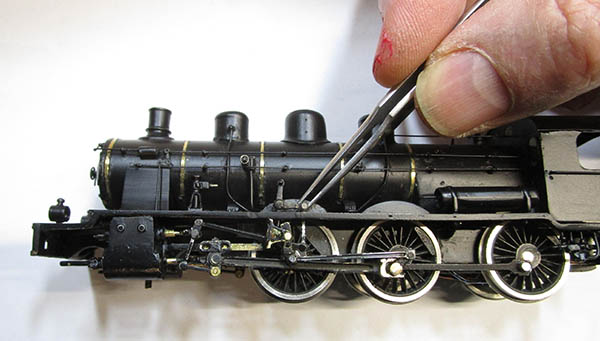
41 - Après assemblage, accrochage des biellettes sur les leviers de marche au moyen de rivets de 1 mm Réf. riv 01.

42 - Préparation de la barre de commande de marche (plat de laiton 2 X 0.5 mm) avec volant de marche Réf. vol 02.
43 - La barre de marche est introduite par l’arrière puis accrochée au picot sur le levier.

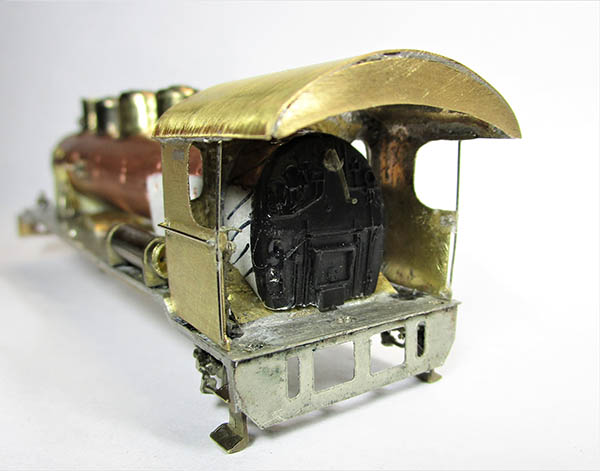
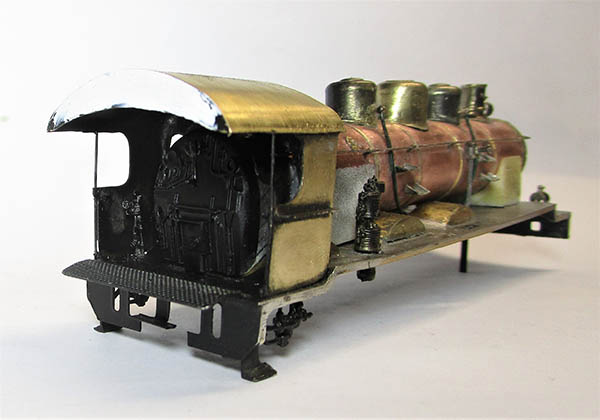
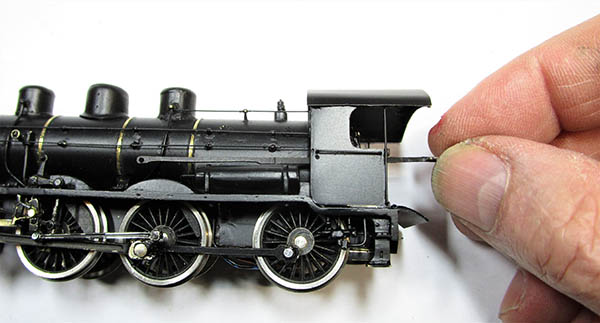
44 -Vue arrière permettant de voir la forme particulière de l’abri, sous lequel on distingue la devanture et la plate-forme articulée servant de passerelle avec le futur tender
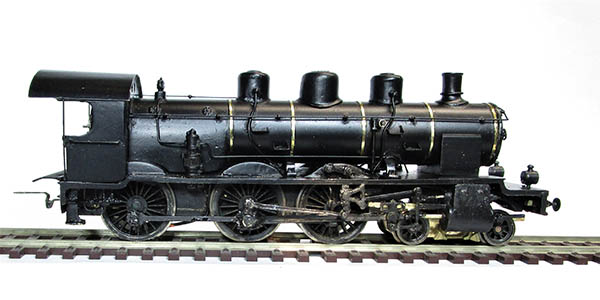
45 - Vue d’ensemble, avant la pose de sabots de frein et de plaques de numérotation « Midi ». Cette époque étant choisie, outre une pompe Fives-Lille ayant remplacé l’autre, le fanal acétylène devant la cheminée et ses marches d’accès sur la porte de b.f. ont été déposés.

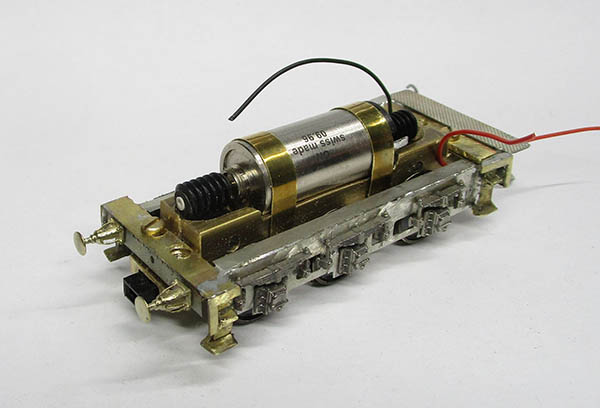
46 - Usinage du châssis du tender dans un barreau de laiton section 12 X 12 mm.

47 - Roues pleines diamètre 12.60 mm, pignons en reliquat d’anciens kits M.T.

48 - Montage des vis sans fin sur l’arbre du moteur, réglage de la hauteur pour l’entraînement des pignons intermédiaires, fixation sur le châssis par deux brides.

49 - Remontage des essieux pour essai de fonctionnement.

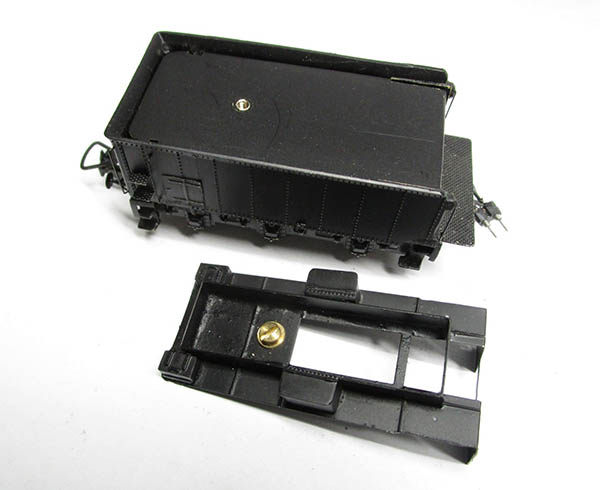
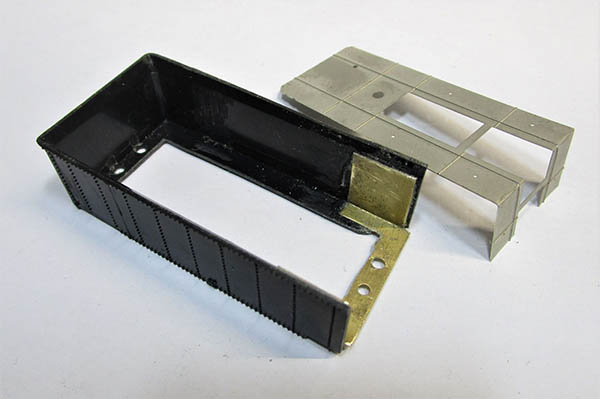
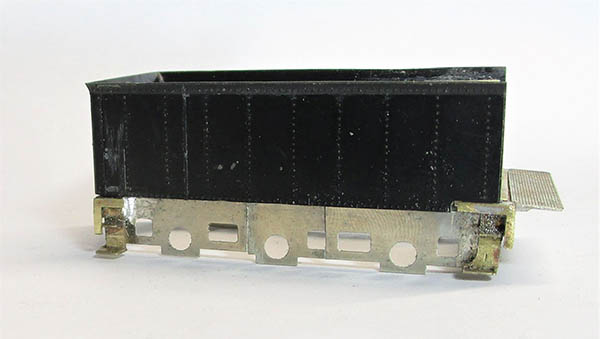
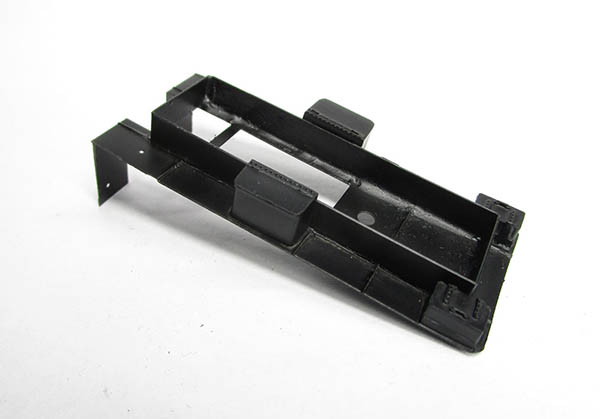
50 - Confection d’un «châssis de caisse » avec des faux longerons, pour l’assemblage d’une caisse Jouef (de tender 18 C) sur le châssis moteur.
51 - Le fond de la caisse en plastique est découpé pour laisser le passage au châssis moteur.

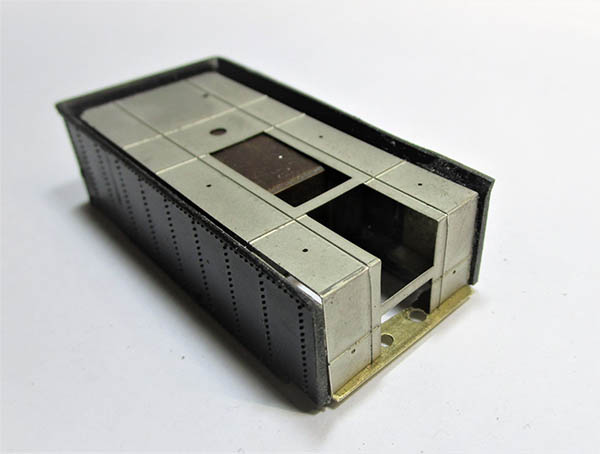
52 - Assemblage de la caisse et de son « faux châssis » sur le châssis moteur, au moyen de vis dans des trous taraudés M 2.

54 - Sous le châssis, de nouveaux trous pour les vis de fixation du dessous de châssis sont percés et taraudés vers le centre, et ce sont ceux pratiqués au début des opérations qui sont utilisés pour les points d’ancrage aux bonnes hauteurs du boîtier normalisé pour un attelage à l’arrière et le timon d’accouplement avec la loco à l’avant.

55 - Le dessous est ajouré pour permettre le montage et démontage indépendants des organes d’attelage posés.
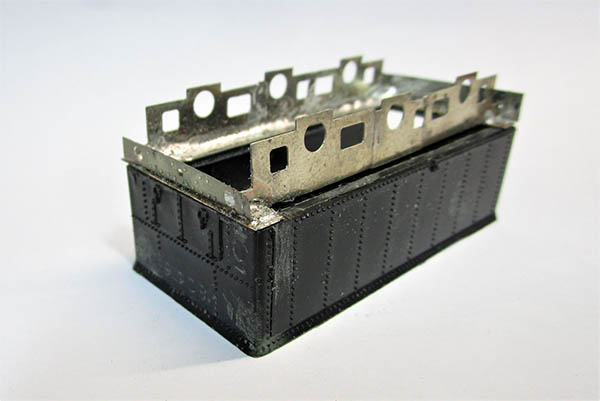
56 - Sur le « châssis de caisse », soudure de marchepieds puis de bordures aux angles avant et arrière.
57 et 58 - Un renfort est préparé puis collé à l’avant de la caisse pour la renforcer. Un dessus de caisse, plié à l’avant, est confectionné sur mesures.
59 - A l’avant, une encoche est pratiquée pour laisser passage au dessus du marchepied, qui doit remonter. Une plate-forme est collée à une hauteur telle qu’elle se trouvera juste sous celle de la loco.


60 et 61 - Des petites sections de tube laiton (Diam. 2 mm/intérieur 1.10) sont soudées à l’intérieur du « châssis de caisse » pour servir de point fixe aux palpeurs de courant. Précautions : ils doivent être éloignés de leur roue autant que faire se peut (pour la souplesse du fil palpeur), mais ne pas se trouver à toucher une autre roue.
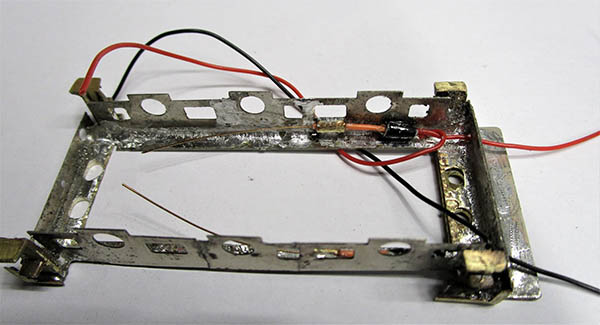
62 - Les fils palpeurs (bronze phosphoreux de 0.30) sont d’abord soudés à une extrémité de deux fils extra-souples, l’un étant dirigé vers la liaison tender/loco, l’autre remontera au moteur.
Ils sont ensuite passés dans les tubes avec de l’isolant de fil téléphone (les soudures doivent être aussi isolées par précaution), et collés à la cyano liquide.
63 - Assemblage provisoire sur le châssis pour mise enforme des palpeurs de courant. Pose des boîtes d’essieux et des tampons par collage.

64 - Démontage, peinture du « châssis de caisse », remontage, soudure des fils d’alimentation du moteur.

65 - Sur la caisse, pose de portes sur les côtés, de marches et mains-montoirs pour l’accès aux trappes de remplissage d’eau, puis peinture.
66 - Sur le dessus de caisse, confection d’une re-hausse de trémie, de trappes de remplissage et de coffres au centre, puis peinture.



69 - Le lest en laiton est mis en forme à la fraiseuse.